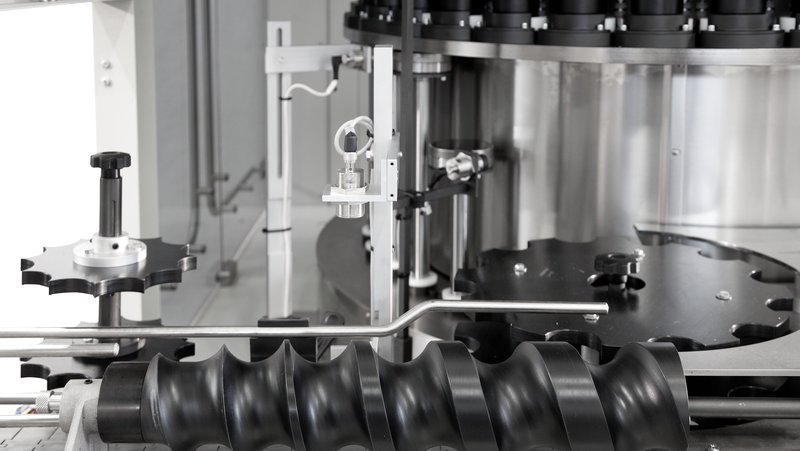
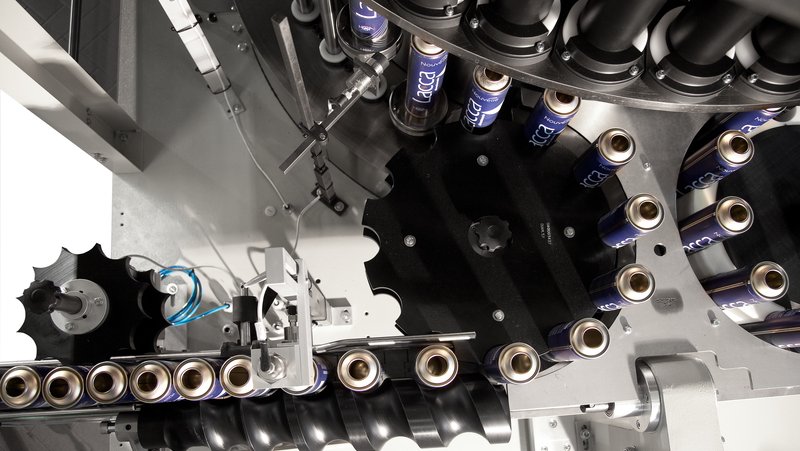
KBA Aerosol Leak and Pressure Tester
100% In-line Machine for Non-Invasive, Non-Destructive Integrity Inspection for empty aerosol cans.
PLAY VIDEO
![]() Aerosol
Aerosol







Highlights
- Alternative test to water bath
- Zero downtime
- Total body integrity
- Zero alteration of container features
- High machine adaptability & stability